 cskh@atld.vn
cskh@atld.vn
 0917267397
0917267397



TCVN 14223-1:2024 về Máy và thiết bị sản xuất, xử lý và gia công kính phẳng - Yêu cầu an toàn - Phần 1: Thiết bị lưu giữ, xếp dỡ và vận chuyển trong nhà máy
Machines and plants for the manufacture, treatment and processing of flat glass - Safety requirements - Part 1: storage, handling and transportation equipment inside the factory
Mục lục
Lời nói đầu
Lời giới thiệu
1 Phạm vi áp dụng
2 Tài liệu viện dẫn
3 Thuật ngữ và định nghĩa
4 Danh mục các mối nguy hiểm
5 Yêu cầu về an toàn và/hoặc các biện pháp bảo vệ
6 Kiểm tra xác nhận các yêu cầu an toàn và/hoặc biện pháp bảo vệ
7 Thông tin sử dụng
Phụ lục A (tham khảo) Tổng quan về thiết bị lưu giữ, xếp dỡ và vận chuyển kính
Phụ lục B (tham khảo) Thuật ngữ
Phụ lục C (tham khảo) Khoảng hở nhỏ nhất cho thiết bị tiếp cận
Thư mục tài liệu tham khảo
Lời nói đầu
TCVN 14223-1:2024 được xây dựng dựa trên cơ sở tham khảo EN 13035-1:2008.
TCVN 14223-1:2024 do Trường Đại học Xây dựng Hà Nội biên soạn, Bộ Xây dựng đề nghị, Ủy ban Tiêu chuẩn Đo lường Chất lượng Quốc gia thẩm định, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 14223:2024 (EN 13035), Máy và thiết bị sản xuất, xử lý và gia công kính phẳng - Yêu cầu an toàn, gồm các tiêu chuẩn sau:
- Phần 1: Thiết bị lưu giữ, xếp dỡ và vận chuyển trong nhà máy;
- Phần 2: Thiết bị lưu giữ, xếp dỡ và vận chuyển ngoài nhà máy;
- Phần 3: Máy cắt kính;
- Phần 4: Bàn lật kính.
Bộ EN 13035 còn các tiêu chuẩn sau:
- EN 13035-5, Machines and plants for the manufacture, treatment and processing of flat glass - Safety requirements - Part 5: Machines and installations for stacking and destacking.
- EN 13035-6, Machines and plants for the manufacture, treatment and processing of flat glass - Safety requirements - Part 6: Machines for break-out.
- EN 13035-7, Machines and plants for the manufacture, treatment and processing of flat glass - Safety requirements - Part 7: Cutting machines for laminated glass.
- EN 13035-9, Machines and plants for the manufacture, treatment and processing of flat glass - Safety requirements - Part 9: Washing installations.
- EN 13035-11, Machines and plants for the manufacture, treatment and processing of flat glass - Safety requirements - Part 11: Drilling machines.
Lời giới thiệu
Tiêu chuẩn này là tiêu chuẩn loại C như quy định trong TCVN 7383-1:2004 (ISO 12100-1:2003).
Các máy có liên quan và các mối nguy hiểm được quy định trong phạm vi áp dụng của tiêu chuẩn này.
Đối với các máy được thiết kế và chế tạo theo các quy định của tiêu chuẩn loại C này khác với các quy định được nêu trong tiêu chuẩn loại A hoặc B, thì các quy định của tiêu chuẩn loại C sẽ được ưu tiên hơn các quy định của tiêu chuẩn khác.
Trong tiêu chuẩn này giả định rằng:
- Thương lượng xảy ra giữa nhà chế tạo và người sử dụng/người mua liên quan đến các điều kiện sử dụng cụ thể không được đề cập đến trong tiêu chuẩn này và các điều kiện tiếp cận cụ thể (ví dụ: Phụ lục C - Khoảng hở cho thiết bị tiếp cận);
- Mặt nền bên trong nhà máy được sử dụng cho quá trình xếp và dỡ kính gần như nằm ngang và không có những chỗ lồi lõm đáng kể.
MÁY VÀ THIẾT BỊ SẢN XUẤT, XỬ LÝ VÀ GIA CÔNG KÍNH PHẲNG - YÊU CẦU AN TOÀN - PHẦN 1: THIẾT BỊ LƯU GIỮ, XẾP DỠ VÀ VẬN CHUYỂN TRONG NHÀ MÁY
Machines and plants for the manufacture, treatment and processing of flat glass - Safety requirements - Part 1: Storage, handling and transportation equipment inside the factory
1.1 Tiêu chuẩn này quy định các yêu cầu về an toàn đối với việc thiết kế và lắp đặt thiết bị dùng để lưu giữ, xếp dỡ và vận chuyển kính phẳng bên trong nhà máy như định nghĩa trong Điều 3. Tiêu chuẩn này áp dụng cho thiết bị lưu giữ cố định, có thể di dời và di động (xem 3.2), thiết bị xếp dỡ cơ khí và khí áp (xem 3.3) và thiết bị vận chuyển (xem 3.4) (xem tổng quan trong Phụ lục A).
1.2 Các yêu cầu bổ sung đối với các mối nguy hiểm cụ thể do việc sử dụng các thiết bị lưu giữ, xếp dỡ và vận chuyển kính bên ngoài nhà máy được quy định trong TCVN 14223-2:2024 (EN 13035-2).
1.3 Tiêu chuẩn này chỉ áp dụng đối với các thiết bị tiếp xúc trực tiếp với kính. Máy kéo, cần trục, thang nâng và xe nâng cũng như các bộ phận của các phương tiện hỗ trợ khác không tiếp xúc với kính (xem 3.4.1) nằm ngoài phạm vi áp dụng của tiêu chuẩn này. Tiêu chuẩn này cũng không áp dụng cho các thiết bị treo giữ kính bằng thủ công như được định nghĩa trong 3.3.1.
1.4 Tiêu chuẩn này đề cập đến tất cả các mối nguy hiểm, các tình huống nguy hiểm và các sự cố liên quan đến thiết bị lưu giữ, xếp dỡ và vận chuyển kính phẳng khi chúng được sử dụng đúng như dự kiến khi thiết kế và trong các điều kiện sử dụng sai mà nhà sản xuất có thể lường trước một cách hợp lý (xem Điều 4). Tiêu chuẩn này quy định các biện pháp kỹ thuật thích hợp để loại trừ hoặc giảm thiểu rủi ro phát sinh từ các mối nguy hiểm trong quá trình vận hành thử, vận hành và bảo dưỡng thiết bị. Tiếng ồn không được coi là mối nguy hiểm đối với bất kỳ loại thiết bị nào trong phạm vi của tiêu chuẩn này.
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì chỉ áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản công bố mới nhất, bao gồm cả các sửa đổi bổ sung (nếu có).
TCVN 6719:2008 (ISO 13850:2006), An toàn máy - Dừng khẩn cấp - Nguyên tắc thiết kế.
TCVN 7383-1:2004 (ISO 12100-1:2003), An toàn máy - Khái niệm cơ bản, nguyên tắc chung cho thiết kế - Phần 1: Thuật ngữ cơ bản, phương pháp luận.
TCVN 7383-2:2004 (ISO 12100-2:2003), An toàn máy - Khái niệm cơ bản, nguyên tắc chung cho thiết kế - Phần 2: Nguyên tắc kỹ thuật.
TCVN 7387-1:2004 (ISO 14122-1:2001), An toàn máy - Phương tiện thông dụng để tiếp cận máy - Phần 1: Lựa chọn phương tiện cố định để tiếp cận giữa hai mức.
TCVN 7387-2:2007 (ISO 14122-2:2001), An toàn máy - Các phương tiện thông dụng để tiếp cận máy - Phần 2: Sàn thao tác và lối đi.
TCVN 7387-3:2011 (ISO 14122-3:2001), An toàn máy - Phương tiện thông dụng để tiếp cận máy - Phần 3: Cầu thang, ghế thang và lan can.
TCVN 7387-4:2011 (ISO 14122-4:2004), An toàn máy - Phương tiện thông dụng để tiếp cận máy - Phần 4: Thang cố định.
TCVN 12965:2020 (ISO 11201:2020), Âm học - Tiếng ồn phát ra từ máy và thiết bị - Xác định mức áp suất âm phát ra tại vị trí làm việc và tại các vị trí quy định khác trong một trường âm gần như tự do phía trên một mặt phẳng phản xạ với các hiệu chỉnh môi trường không đáng kể.
TCVN 12966:2020 (ISO 11202:2020), Âm học - Tiếng ồn phát ra từ máy và thiết bị - Xác định mức áp suất âm phát ra tại vị trí làm việc và tại các vị trí quy định khác áp dụng các hiệu chỉnh môi trường gần đúng.
EN 294:1992, Safety of machinery - Safety distances to prevent danger zones being reached by the upper limbs (An toàn máy- Khoảng cách an toàn để ngăn tay người vươn tới vùng nguy hiểm).
EN 349:1993, Safety of machinery - Minimum gaps to avoid crushing of parts of the human body (An toàn máy- Khoảng cách tối thiểu để tránh kẹp dập các bộ phận cơ thể người).
EN 811:1996, Safety of machinery - Safety distances to prevent danger zones being reached by the lower limbs (An toàn máy- Khoảng cách an toàn để ngăn chân người vươn tới vùng nguy hiểm).
EN 953:1997, Safety of machinery - Guards - General requirements for the design and construction of fixed and movable guards (An toàn máy - Rào chắn - Yêu cầu chung về thiết kế và kết cấu của rào chắn cố định và di động).
EN 954-1:1996, Safety of machinery - Safety-related parts of control systems - Part 1: General principles for design (An toàn máy - Các bộ phận liên quan đến an toàn của hệ thống điều khiển - Phần 1: Nguyên tắc chung khi thiết kế).
EN 983:1996, Safety of machinery - Safety requirements for fluid power systems and their components - Pneumatics (An toàn máy - Các yêu cầu về an toàn cho hệ thống truyền động thủy khí và các bộ phận của nó - Khí nén).
EN 999:19981) , Safety of machinery - The positioning of protective equipment in respect of approach speeds of parts of the human body (An toàn máy - Định vị che chắn bảo vệ đối với tốc độ tiếp cận của các bộ phận cơ thể người).
EN 1037:1995, Safety of machinery - Prevention of unexpected start-up (An toàn máy - Ngăn chặn khởi động bất ngờ).
EN 1088:1995, Safety of machinery - Interlocking devices associated with guards - Principles for design and selection (An toàn máy - Cơ cấu khóa liên động kết hợp với rào chắn - Nguyên tắc thiết kế và lựa chọn).
EN 1757-3:2002, Safety of industrial trucks - Pedestrian controlled manual and semi-manual trucks - Part 3: Platform trucks (An toàn xe tải công nghiệp - Xe tải thủ công và bán thủ công có điều khiển dành cho người đi bộ - Phần 3: Xe tải chở hàng).
EN 13155:2003, Cranes - Safety - Non-fixed load lifting attachments (Cần trục - An toàn - Các phụ kiện nâng tải không cố định).
EN 60204-1:2006, Safety of machinery - Electrical equipment of machines - Part 1: General requirements (IEC 60204-1:2005, modified) (An toàn máy - Thiết bị điện của máy - Phần 1: Yêu cầu chung).
ISO 3864-1:2002, Graphical symbols - Safety colours and safety signs - Part 1: Design principles for safety signs in workplaces and public areas (Ký hiệu đồ họa - Màu sắc an toàn và biển báo an toàn - Phần 1: Nguyên tắc thiết kế đối với biển báo an toàn nơi làm việc và khu vực công cộng).
Tiêu chuẩn này sử dụng các thuật ngữ và định nghĩa trong TCVN 7383-1:2004 (ISO 12100-1:2003) và các thuật ngữ, định nghĩa sau:
3.1 Các định nghĩa chung
3.1.1
Bên trong nhà máy (inside the factory)
Tất cả các khu vực trong các nhà xưởng khép kín và khuôn viên nhà máy để sản xuất và gia công kính, nơi kính được lưu giữ và vận chuyển, ngoại trừ các địa điểm xây dựng.
3.1.2
Kết cấu mặt nền (floor structure)
Kết cấu mặt nền là định nghĩa kỹ thuật liên quan đến:
- Sai lệch thông số bề mặt;
- Độ nghiêng của mặt nền;
- Độ bền, bao gồm khả năng chịu ép mặt và khả năng chịu uốn.
3.1.3
Góc nghiêng (angle of lean)
Góc giữa mặt phẳng của tấm kính và trục thẳng đứng khi nó được lưu giữ hoặc vận chuyển (ví dụ: Hình B.2).
3.1.4
Kiện kính (pack of glass)
Tập hợp hai hay nhiều tấm kính có cùng kích thước và độ dày (ví dụ: B.1.6 và Hình B.1).
3.1.5
Thanh đỡ (bearer)
Các bộ phận kết cấu của thiết bị dùng để đỡ kính, có hai loại:
3.1.5.1
Thanh đỡ sau (back bearer)
Kết cấu cố định theo phương đứng mà tấm kính hoặc kiện kính dựa vào (ví dụ: Hình B.2).
3.1.5.2
Thanh đế (base bearer)
Kết cấu cố định nằm ngang để tấm kính hoặc kiện kính đứng trên đó (ví dụ: Hình B.2).
3.1.6
Tấm đệm (cladding)
Bộ phận được sử dụng để bảo vệ tấm kính hoặc kiện kính khỏi hư hỏng do các thanh đế (ví dụ: Hình B.2).
3.1.7
Thiết bị neo buộc kính (glass-retention device)
Các phương tiện để cố định kính trên giá đỡ.
3.1.8
Thanh giữ (phía trên hoặc bên cạnh) (retention finger (top or side))
Bộ phận có thể dịch chuyển được trên thiết bị bốc đỡ, chẳng hạn như bộ gá tải bên, để giữ kiện kính ở sát các cạnh của nó. Thanh giữ có thể có chiều dài cố định hoặc điều chỉnh được và có thể quay hoặc không quay được (ví dụ: Hình B.25 đến B.27b).
3.1.9
Chân đỡ (chân đỡ của dầm-quang treo) (supporting foot (shoe for beam-straps sling))
Bộ phận tiếp nhận trọng lượng của kiện kính. Nó có thể cố định, điều chỉnh được hoặc tháo rời tùy thuộc vào loại thiết bị được sử dụng (ví dụ: hình B.25, B.29 và B.43).
3.2
Thiết bị lưu giữ (storage equipment)
Thiết bị cố định, có thể di dời hoặc di động dùng để lưu giữ các kiện kính hoặc các tấm kính. Một số thiết bị này cũng được sử dụng để vận chuyển.
Có nhiều loại khác nhau:
3.2.1
Thiết bị lưu giữ cố định (stationary equipment)
Giá đỡ cố định hoặc đứng độc lập trên nền để lưu giữ các kiện kính hoặc các tấm kính. Hệ thống giá đỡ này không được phép di chuyển khi đang chứa kính (ví dụ: Hình B.1 đến B.7).
3.2.2
Thiết bị lưu giữ cố định với khung di động (stationary equipment with mobile frame)
Thiết bị được thiết kế để tiết kiệm không gian mà không làm mất khả năng tiếp cận. Có nhiều loại khác nhau:
3.2.2.1
Thiết bị lưu giữ kiêu ngăn kéo (drawer type)
Thiết bị mà tất cả các khung di động đứng thẳng sát vào nhau mà không có khe hở. Mỗi khung được kéo ra theo chiều dọc, bằng thủ công hoặc bằng cơ giới để xếp hoặc dỡ kính (ví dụ: Hình B.8).
3.2.2.2
Thiết bị lưu giữ nhỏ gọn có thể di dời (movable-compact)
Thiết bị mà tất cả các khung di động đứng thẳng sát vào nhau mà không có khe hở. Các khung được di dời một cách linh hoạt bằng thủ công hoặc cơ giới để xếp hoặc dỡ kính (ví dụ: hình B.9 và B.10).
3.2.3
Thiết bị lưu giữ có thể di dời (movable equipment)
Các thiết bị đứng độc lập thường được sử dụng để lưu giữ tạm thời và vận chuyển. Chúng được phép vận chuyển cùng với kính. Có nhiều loại khác nhau:
3.2.3.1
Palét (palllet)
Thiết bị được sử dụng ở bên trong nhà máy để lưu giữ kính và cũng để vận chuyển kính đến khách hàng. Các palét có khả năng xếp chồng lên nhau theo phương đứng tạo thành một khối đứng độc lập ổn định. Chúng thường được vận chuyển bên trong nhà máy bằng một thiết bị cơ khí để nâng lên khỏi mặt đất trước khi di chuyển (ví dụ: Hình B.11 đến B.13).
3.2.3.2
Giá đỡ (stillage)
Thiết bị thường được sử dụng để vận chuyển kính cho khách hàng. Phần lớn chúng được nâng lên khỏi mặt đất trước khi di chuyển nhờ một thiết bị kiểu cơ khí. Thông thường giá đỡ không thể xếp chồng lên nhau như một palét nếu không sử dụng một thiết bị phụ trợ đặc biệt (ví dụ: Hình B.14 đến B.16).
3.2.3.3
Khung đỡ kính mỏng (thin glass frames)
Thiết bị để lưu giữ và vận chuyển các kiện kính có độ dày nhỏ hơn 2,5 mm (ví dụ: hình B.24).
3.2.3.4
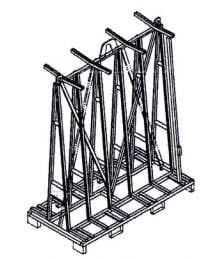
Giá chữ A có thể di dời (collier)
Thiết bị bao gói bằng kim loại được sử dụng để lưu giữ cũng như vận chuyển kính cho khách hàng. Kính được đứng thẳng phía bên trong của giá. Thiết bị này chỉ được mở ở một vị trí nghiêng, ví dụ trên một giá giao nhận kính (ví dụ: Hình B.42).
3.2.4
Thiết bị lưu giữ di động (mobile equipment)
Thiết bị thường dùng để lưu giữ tạm thời và vận chuyển kính bên trong nhà máy. Chúng tương tự như giá đỡ, nhưng khác là có bánh xe tích hợp và có thể đẩy bằng thủ công hoặc cơ giới (ví dụ: Hình B.17 đến B.21)
3.3
Thiết bị xếp dỡ (handling equipment)
Các thiết bị được thiết kế chuyên dùng để giữ và đỡ một tấm kính hoặc một kiện kính trong quá trình vận chuyển từ vị trí này đến vị trí khác.
3.3.1
Thiết bị xếp dỡ thủ công (manual equipment)
Các thiết bị để giữ và điều chỉnh tắm kính trong quá trình di chuyển từ điềm này sang điểm khác, ví dụ như cốc hút, dây đeo, v.v. (ví dụ: Hình B.22 và B.23).
3.3.2
Thiết bị xếp dỡ kiểu cơ khí (mechanical equipment)
Các thiết bị để giữ và đỡ kính trong quá trình di chuyển từ điểm này sang điểm khác nhờ lực đẩy bằng thủ công hoặc cơ giới. Thông thường chuyển động nâng được thực hiện bằng cơ giới. Thiết bị có thể bao gồm các thiết bị chuyên dùng cần thiết để treo giữ các tấm kính, (các) kiện kính mỏng. Thiết bị cũng có thể là một phần của thiết bị lưu giữ.
CHÚ THÍCH: Các loại thiết bị được sử dụng thể hiện trên Hình B.24 đến B.30.
3.3.2.1
Bộ gá tải bên (side-loading grab)
Thiết bị cơ khí dùng để vận chuyển các kiện kính, trong đó các tấm kính nằm thẳng đứng trên các chân đỡ và được giữ bởi các thanh giữ phía bên và phía trên.
3.3.3
Thiết bị treo kiểu chân không (vacuum lifting equipment)
Thiết bị để treo các tấm kính. Lực giữ được duy trì dựa trên độ chân không của các cốc hút phù hợp với kích thước và trọng lượng của tấm kính (ví dụ: Hình B.31 đến B.35).
3.3.4
Thiết bị xếp dỡ lắp thêm (attachments)
Các thiết bị xếp dỡ được gắn vào nhưng không phải là bộ phận cấu thành của xe tải hoặc cần trục.
Các thiết bị này có thể là bộ gá tải bên cố định hoặc quay được, thiết bị cặp hoặc hệ thống chân không.
3.4
Thiết bị vận chuyển (transportation equipment)
Thiết bị dùng để vận chuyển các thiết bị lưu giữ hoặc thiết bị treo giữ kính. Có nhiều loại khác nhau:
3.4.1
Thiết bị vận chuyển bằng cách nâng tải lên trước khi di chuyển (by lifting prior to transportation)
Thiết bị vận chuyển chỉ có thể di chuyển được sau khi nâng tải lên khỏi mặt đất. Việc di chuyển có thể được vận hành bằng thủ công hoặc cơ giới, có hoặc không có hệ thống giữ tải kèm theo (ví dụ: Hình B.38 đến B.41).
3.4.2
Thiết bị di chuyển bằng lực kéo (by traction only)
Thiết bị vận hành bằng tay hoặc cơ giới để di chuyển các thiết bị lưu giữ kính di động.
3.4.3
Xe kéo và xe đẩy (by trailers and trolleys)
Thiết bị di động sử dụng để vận chuyển thiết bị lưu giữ có thể di dời. Chúng được kéo đẩy bằng thủ công hoặc bằng các phương tiện cơ giới (ví dụ : hình B.37).
Điều này bao gồm tất cả các mối nguy hiểm, các tình huống nguy hiểm và các trường hợp nguy hiểm được đề cập đến trong tiêu chuẩn. Chúng được nhận biết thông qua đánh giá rủi ro được coi là đáng kể cho từng loại máy, đồng thời yêu cầu phải có các biện pháp để loại bỏ hoặc giảm các rủi ro này.
Bảng 1 - Danh mục các mối nguy hiểm
|
Danh mục các mối nguy hiểm |
Đối tượng gây nguy hiểm |
Biện pháp phòng ngừa |
|
|
4.1 |
Mối nguy hiểm cơ học |
|
|
|
4.1.1 |
Đè vào |
|
|
|
4.1.1.1 |
Đè vào cơ thể người |
Kiện kính rơi ra khỏi các giá đỡ hoặc thiết bị xếp dỡ do: |
|
|
a) Góc nghiêng tấm kính không đảm bảo; |
5.3.1 |
||
|
b) Kính không được giữ chắc chắn; |
5.4.1 |
||
|
c) Kính không được neo buộc đúng cách; |
7.3.1 |
||
|
d) Kính bị hư hỏng bởi các thanh đỡ; |
5.5 |
||
|
e) Các bánh xe của các giá đỡ di động bị hỏng; |
5.7.7 |
||
|
f) Mất ổn định; |
5.7 |
||
|
g) Thiếu các chốt định vị khi các palét được xếp chồng lên nhau; |
5.7.4 |
||
|
h) Thiết bị hỏng do không đủ bền; |
5.2 |
||
|
Kiện kính và thiết bị xếp dỡ bị mất kiểm soát do: |
|
||
|
a) Các thanh giữ phía trên của bộ gá tải bên bị nhấc lên không thể giữ được kiện kính; |
5.4.2.2; 5.4.2.3 và 7.3.5 |
||
|
b) Kiện kính rơi ra khỏi quang treo của dầm-quang treo; |
5.4.3.1 và 7.3.5 |
||
|
c) Thanh đế bị tách ra khỏi các bộ phận đặt đứng của bộ gá tải trên. |
5.4.4 và 7.3.5 |
||
|
d) Khoảng cách giữa các thanh đế của thiết bị lưu giữ và chân thiết bị xếp dỡ không đủ; |
7.3.6 |
||
|
e) Góc nghiêng của bộ gá tải bên không chính xác; |
5.3.2 |
||
|
Thiết bị lưu giữ kính rơi khỏi hệ thống vận chuyển. |
7.3.8 |
||
|
Chuyển động của các bộ phận được dẫn động của thiết bị. |
5.8.4 |
||
|
4.1.1.2 |
Va đập với cơ thể người |
Do thiết bị treo giữ hoặc vận chuyển. |
7.3.3 |
|
4.1.1.3 |
Đè vào chân |
a) Các bánh xe của thiết bị di động; |
5.7.5 và 5.7.7 |
|
b) Thanh kéo của thiết bị di động. |
5.6 |
||
|
4.1.2 |
Cắt, cắt đứt hoặc đâm thủng |
Tấm kính rơi ra khỏi giá đỡ cố định, giá đỡ có thể di dời và giá đỡ di động do: |
|
|
a) Góc nghiêng không đủ |
5.3.1 |
||
|
b) Kính không được neo buộc chắc chắn |
5.4.1 |
||
|
c) Kính không được đỡ đúng cách |
7.3.1 |
||
|
|
|
d) Vỡ kính do các thanh đỡ |
5.5 |
|
Tấm kính rơi ra khỏi thiết bị xếp dỡ do: |
|
||
|
a) Vỡ kính tại điểm tiếp xúc của thiết bị xếp dỡ; |
5.5 |
||
|
b) Rơi ra khỏi bộ gá tải bên; |
5.4.2 |
||
|
c) Rơi ra khỏi bộ gá tải trên; |
5.4.4 |
||
|
d) Rơi khỏi dầm-quang treo; |
5.4.3 |
||
|
e) Rơi ra khỏi kìm cặp; |
5.4.5 |
||
|
f) Rơi ra khỏi thiết bị treo chân không; |
5.8.3 |
||
|
g) Mất độ chân không của thiết bị hút chân không; |
5.8.2 |
||
|
h) Chiều dài của chân trên bộ gá tải bên không đủ. |
5.4.2.5 |
||
|
4.1.3 |
Trượt, vấp và té ngã |
|
|
|
4.1.3.1 |
Vấp vào thanh kéo và các thanh đế. |
5.9.1 |
|
|
4.1.3.2 |
Ngã từ trên cao xuống. |
5.9.2 |
|
|
4.1.4 |
Bỏ qua các nguyên tắc ecgônômi |
|
|
|
4,1.4.1 |
Tư thế không thoải mái hoặc cố gắng quá mức |
Chuyển động bằng thủ công của thiết bị di động. |
5.9.3 và 7.3.2 |
|
4.1.4.2 |
Không sử dụng trang bị bảo hộ các nhân |
Chấn thương do kính. |
7.3.10 |
|
4.1.4.3 |
Bộ điều khiển thủ công được thiết kế, bố trí hoặc để nhận biết không phù hợp. |
Sử dụng sai có thể dự kiến được. |
5.9.4 |
|
4.2 |
Khởi động hoặc chuyển động không mong muốn |
Chuyển động của thiết bị nâng kiểu chân không. |
5.8.1; 5.8.4 |
|
4.3 |
Điện |
Thiết bị treo kiểu chân không. |
5.8.4 |
5 Yêu cầu về an toàn và/hoặc các biện pháp bảo vệ
Thiết bị lưu giữ, xếp dỡ, vận chuyển bên trong nhà máy phải tuân theo yêu cầu về an toàn và/hoặc các biện pháp bảo vệ của điều này.
Ngoài ra, máy phải được thiết kế theo nguyên tắc được quy định trong TCVN 7383 (ISO 12100) cho các mối nguy hiểm có liên quan nhưng không đáng kể và không được đề cập đến trong tiêu chuẩn này (ví dụ: các cạnh sắc).
Đối với các mối nguy hiểm không được đề cập trong tiêu chuẩn này sẽ được giảm thiểu bằng cách áp dụng tiêu chuẩn mức B như EN 294, EN 953, EN 983, EN 999, EN 1037, EN 1088, EN 60204-1, TCVN 6719:2008 (EN ISO 13850). Nhà sản xuất phải thực hiện đánh giá rủi ro một cách đầy đủ và phù hợp để lựa chọn các yêu cầu của tiêu chuẩn loại B sẽ được áp dụng.
Độ bền cơ học của các bộ phận chịu tải phải tuân theo các điều dưới đây:
a) Thiết bị cố định phải có khả năng chịu tải trọng ít nhất bằng 1,25 lần mức tải lớn nhất cho phép mà không bị biến dạng dư;
b) Đối với các thiết bị có thể di dời, thiết bị di động và tất cả các thiết bị xếp dỡ thủ công được lấy tải từ phía trên phải tuân theo các yêu cầu của EN 13155:2003, 5.1.1.1;
c) Khi dự kiến vận chuyển bằng tất cả các loại xe tải có tốc độ nhỏ hơn 15 km/h, cho dù chở trên xe nâng hay xe kéo, thiết bị có thể di dời và thiết bị di động và tất cả các thiết bị xếp dỡ phải có khả năng chịu tải ít nhất là 1,5 lần mức tải tối đa cho phép hoặc mức tải thỏa mãn 5.7.5 tùy theo giá trị nào lớn hơn mà không có biến dạng dư. Đối với tốc độ dự kiến lớn hơn 15 km/h, phải kể đến tải trọng gây ra bởi các lực động là 0,8 g theo phương dọc và 0,5 g theo phương ngang.
5.3.1 Thiết bị và hệ thống lưu giữ
Góc nghiêng tối thiểu phải là 3 ° đối với tất cả các hệ thống cố định (xem 3.2.1) và 4 ° đối với tất cả các hệ thống khác được mô tả trong 3.2.2 đến 3.2.4 khi chúng không có thiết bị neo buộc kính. Nếu thiết bị có chức năng neo buộc kính, ví dụ như giá chữ A có thể di dời, thì kính có thể được lưu giữ và vận chuyển ở tư thế thẳng đứng.
5.3.2 Thiết bị xếp dỡ
Các bộ gá tải bên phải nghiêng "hướng xuống” trong khoảng từ 0,5 ° đến 3 ° khi có tải. Khi không có tải, góc nghiêng hướng lên phải giữ ở mức tối thiểu và không được vượt quá 5 ° (xem Hình 1).
CHÚ THÍCH:
1) Quan trọng cho cả trường hợp có tải và không có tải là nên dùng bộ gá tải bên có trang bị thiết bị tự động để kiểm soát góc nghiêng;
2) Đối với kính cao hơn 2 440 mm, góc nghiêng của bộ gá tải bên (hướng xuống) không được vượt quá 2 °;
3) Góc chân đỡ có thể thay đổi từ 85 ° đến 90 ° phụ thuộc vào ứng dụng cụ thể. Mục đích là để giảm thiểu hoặc tránh chuyển động tương đối của các tấm kính ở tư thế thẳng đứng;
4) So với trục đứng, góc nghiêng ở vị trí “hướng xuống" sẽ là âm và “hướng lên” sẽ là dương.
Kích thước tính bằng milimet (mm)
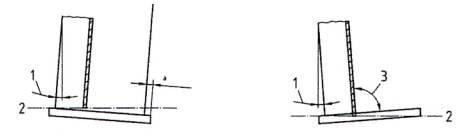
|
Có tải hướng xuống (trong khoảng 0,5 ° đến 3 °) |
Không có tải hướng lên (trong khoảng 0 ° đến 5 °) |
CHÚ DẪN:
1 Góc nghiêng
2 Phương ngang
3 Góc chân đỡ
a Khoảng cách tối thiểu nhô ra 10 mm
Hình 1 - Góc nghiêng của bộ gá tải bên
5.4.1 Thiết bị có thể di dời và thiết bị di động
Các quy định phải được thực hiện để neo buộc kính. Nếu thiết bị neo buộc kính không phải là một phần của thiết bị lưu giữ thì cần có chỉ dẫn thích hợp trong sổ tay hướng dẫn.
CHÚ THÍCH: Các yếu tố cần được kể đến là:
1) Lực tác dụng để neo buộc;
2) Các lực động liên quan trong các điều kiện hoạt động tối đa;
3) Tính dễ vỡ của kính theo ứng suất cục bộ do (các) thiết bị neo giữ gây ra;
4) Kích thước tối thiểu và tối đa của kính.
5.4.2 Bộ gá tải bên
5.4.2.1 Đối với các tấm kính có chiều dày nhỏ hơn 4 mm phải trang bị và sử dụng các thanh giữ phía bên để tránh làm xô lệch các tấm kính (xem Hình B.27 a) và B.27 b)).
5.4.2.2 Phải trang bị các phương tiện phù hợp như là một tấm chắn cố định ở phía sau của bộ gá tải bên để giữ và ngăn cho kính không bị nghiêng sang một bên và đổ về phía người điều khiển. Nó có thể là một tấm chắn bảo vệ với chiều rộng mắt lưới tối đa là 0,05 m (lỗ hình vuông) và chiều cao tối đa bằng chiều cao của các tấm kính trong quá trình di chuyển.
Đối với các bộ gá tải bên có tải trọng tối đa cho phép là 6 000 kg, việc bảo vệ như trên là cần thiết trong khu vực giữa 2 chân của chúng khi khoảng cách giữa các chân này là lớn nhất (xem Hình B.26 a) va B.26 b)).
Đối với các bộ gá tải bên có tải trọng cho phép lớn hơn 6 000 kg, kích thước của tấm chắn ở phía sau phải lớn hơn kích thước tối đa của kiện kính được vận chuyển. Phải cung cấp các phương tiện phù hợp để bảo vệ khu vực nằm trên các thanh giữ phía bên (xem Hình B.27 a) và B.27 b)).
5.4.2.3 Phải trang bị các phương tiện để khóa chủ động các thanh giữ phía trên ở vị trí trên cùng của kiện kính. Tương tự các thanh giữ phải được khóa chủ động ở vị trí không sử dụng. Một giải pháp được chấp nhận đối với bộ gá tải bên không bị xoay là trang bị một cái nêm trên các thanh giữ đặt trong rãnh của giá đỡ thanh giữ nhờ trọng lực.
5.4.2.4 Phải cung cấp một phương tiện cho phép người vận hành từ các vị trí điều khiển bình thường xác định được vị trí của các thanh giữ ở mọi thời điểm (ví dụ bằng cách nhìn trực quan hoặc thông qua chỉ báo).
5.4.2.5 Chiều dài của chân đỡ
Các chân đỡ phải nhô ra ít nhất 10 mm so với chiều dày tối đa của khối hàng được xếp dỡ (xem Hình 1).
5.4.3 Dầm-quang treo
5.4.3.1 Đối với thiết bị nâng dùng đề nâng từ các góc phía dưới của một kiện kính, góc của dây đeo ít nhất phải là 7 ° (xem Hình c.5.1).
5.4.3.2 Phải có phương tiện phù hợp để giữ và đảm bảo kính không bị lật ngang (xem Hình B.29).
5.4.4 Bộ gá tải trên
5.4.4.1 Thanh để phải được khóa chủ động và được đảm bảo chống mở khóa ngoài ý muốn.
5.4.4.2 Phải trang bị phương tiện thích hợp để giữ và đảm bảo kính không bị rơi ngang (xem thêm 5.4.3.2).
5.4.5 Thiết bị cặp (ví dụ: kìm cặp)
Các thiết bị cặp chỉ sử dụng để xếp dỡ các tấm kính nhiều lớp. Các thiết bị cặp phải đáp ứng các yêu cầu của EN 13155:2003, 5.2.1 và 5.2.7.
5.5.1 Tấm đệm (xem Hình B.2).
Phải sử dụng tấm đệm mềm hơn thủy tinh để ngăn kính tiếp xúc với bất cứ vật nào cứng hơn nó. Tất cả các chi tiết liên kết của bất kỳ bề mặt nào có khả năng tiếp xúc với kính phải nằm chìm xuống dưới bề mặt để tránh tiếp xúc, ngay cả ở tải trọng tối đa.
5.5.2 Các thanh đỡ sau (xem Hình B.2)
Tấm đệm cho các thanh đỡ sau phải đủ độ đàn hồi để đệm kính, ví dụ như sử dụng cao su có độ cứng theo thang A có giá trị từ 40 đến 50.
CHÚ THÍCH: Có thể sử dụng các vật liệu khác, nhưng không nên sử dụng riêng gỗ một mình.
5.5.3 Các thanh đế (xem Hình B.2)
Tấm đệm cho các thanh đế phải đủ để chịu được trọng lượng, ví dụ như cao su có độ cứng theo thang A có giá trị từ 70 đến 80. Để xác định diện tích đỡ kính, lấy tối thiểu 10 mm chiều rộng/m2 diện tích bề mặt kính đối với kính có chiều dày 2,5 mm trở lên. Đối với kính có chiều dày nhỏ hơn 2,5 mm, chiều rộng đỡ kính/m2 diện tích bề mặt kính có thể cao hơn và do nhà sản xuất xác định.
CHÚ THÍCH:
1) Các vật liệu khác cũng được sử dụng, nhưng nhìn chung phải cứng hơn.
2) Ví dụ: Nếu kính được lưu giữ có kích thước 6,2 m × 3,21 m và dày ít nhất 2,5 mm, chiều rộng yêu cầu của thanh đỡ là 200 mm (6,2 m × 3,21 m × 10/m2); Vì vậy nếu sử dụng hai thanh đỡ, mỗi thanh đỡ phải rộng 100 mm.
Các thanh kéo phải được khóa chắc chắn ở vị trí không sử dụng và phải có vị trí giới hạn để tạo khoảng cách so với mặt nền là 120 mm.
Kích thước tính bằng milimét (mm)

CHÚ DẪN:
1 Vị trí vận hành thông thường
2 Vị trí dừng (tức là khi không sử dụng)
a Khoảng hở tối thiểu ở vị trí thấp nhất là 120 mm
Hình 2 - Thanh kéo
5.7 Ổn định của thiết bị lưu giữ
5.7.1 Thiết bị lưu giữ
Thiết bị lưu giữ phải được thiết kế ổn định trong mọi điều kiện sử dụng dự kiến. Nếu một thiết bị cố định tự nó không đủ ổn định thì nó phải được cố định vào nền (xem 7.3.1).
5.7.2 Thiết bị có thể di dời và thiết bị di động
Để thiết bị lưu giữ có thể di dời và thiết bị lưu giữ di động không bị mất ổn định (xem 3.2.3 và 3.2.4), phải áp dụng các biện pháp sau:
5.7.3 Hệ số ổn định của các palét
Đối với các thiết bị lưu giữ cố định được xếp chồng lên nhau, trên thiết bị này nhà sản xuất phải ghi rõ:
- Khối lượng lớn nhất của tải;
- Khối lượng lớn nhất của palét;
- Khối lượng lớn nhất trên cùng;
- Số lượng các palét có thể được xếp chồng lên nhau khi lưu giữ;
- Số lượng các palét có thể được xếp chồng lên nhau khi vận chuyển.
Trong mọi trường hợp, hệ số ổn định phải được đảm bảo 6:1 khi xếp trên nền phẳng bên trong nhà máy. Hệ số ổn định được định nghĩa như sau:
|
Chiều cao tổng thể của chồng được xếp |
|
Kích thước nhỏ nhất của bề mặt tựa (được xác định bởi các chân đỡ) |
5.7.4 Vị trí chân palét
Hình dạng và cách bố trí các chân palét phải sao cho người lái xe nâng có thể nhìn thấy ít nhất hai chân và ngay cả khi không nhìn thấy các chân còn lại vẫn có thể định vị được một cách chính xác.
5.7.5 Giá đỡ di động
Phải có biện pháp phòng ngừa để ngăn sự di chuyển ngoài ý muốn của giá đỡ di động. Ví dụ có thể thực hiện điều này bằng:
- Kết hợp giữa các bánh xe và chân cố định, hoặc
- Các thiết bị khóa hoặc phanh có thể tiếp cận được khi có tải.
Đối với giá đỡ di động, cấu hình bánh xe và khả năng giữ thẳng đứng khi chịu các điều kiện vận hành bất lợi nhất (tốc độ lớn nhất và bán kính quay vòng nhỏ nhất) phải được đánh giá bằng cách sử dụng mối quan hệ giữa vị trí bánh xe và tải trọng được trình bày dưới đây:

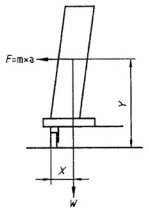
Trong đó:
K là hệ số an toàn (phải lớn hơn 2 đối với tất cả các thiết bị);
v là vận tốc lớn nhất, (m/s);
R là bán kính quay vòng nhỏ nhất, (m);
g là gia tốc trọng trường, (9,81 m/s2);
F là lực ly tâm (N);
m là khối lượng (kg);
a là gia tốc li tâm, a= v2/R;
W là trọng lượng, W=m.g;
X là khoảng cách nằm ngang giữa mép ngoài bánh xe và trọng tâm;
Y là chiều cao trọng tâm tính từ nền.
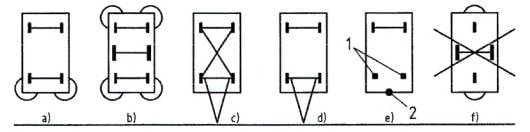
CHÚ THÍCH 1: Nên sử dụng cấu hình bánh xe dưới đây, ngoại trừ cấu hình f).
Hình 3 - Sơ đồ xác định mối quan hệ giữa vị trí bánh xe và tải trọng trên giá đỡ di động
CHÚ DẪN:
1 Chân cố định;
2 Điểm nâng.
Cấu hình a) và b), hai hay bốn bánh xe có thể có góc đặt caster.
CHÚ THÍCH 2: Với cấu hình b), thường cho phép giá đỡ di động quay quanh các bánh xe trung tâm để có thể quay dễ dàng.
Hình 4 - Các kiểu bố trí bánh xe trên giá đỡ di động
Đối với cấu hình như Hình 4b), để quay vòng, các bánh xe phải được bố trí như Hình 5, trong đó góc lệch phẳng phải nằm trong khoảng từ 1 ° đến 2 °.

Hình 5 - Bố trí bảnh xe cho giá đỡ di động có thể quay vòng (cấu hình 4b))
5.7.6 Thiết kế bánh xe
Đặc tính kỹ thuật của các bánh xe phải tuân theo EN 1757-3. Bánh hơi sẽ không được sử dụng nếu không có các phương tiện bổ sung để hạn chế giảm độ cao trong trường hợp mất áp suất hoặc mất cân bằng áp suất nhằm đảm bảo ổn định.
5.7.7 Che chắn bánh xe
Trên thiết bị di động, phải trang bị phương tiện để tránh bàn chân người vận hành bị đè vào, ví dụ bằng cách đảm bảo khoảng cách tuân theo EN 811 hoặc che chắn bánh xe tuân theo EN 953.
5.8 Thiết bị treo kiểu chân không sử dụng bên trong nhà máy
5.8.1 Thiết bị treo kiểu chân không phải tuân theo EN 13155 với các yêu cầu bổ sung dưới đây:
CHÚ THÍCH: Liên quan đến tải trọng dự kiến, cần phải xem xét các thông số sau khi thiết kế thiết bị treo kiều chân không:
a) Khối lượng lớn nhất của tấm, phạm vi kích thước và độ dày;
b) Tính chất của bề mặt tấm kính (ví dụ nhẵn hay có vân, lớp phủ hoặc lớp bột);
c) Khoảng nhiệt độ.
5.8.2 Phải cung cấp thiết bị bù tổn thất chân không. Đó là:
a) Trong trường hợp thiết bị treo kiểu chân không có bơm chân không, thì bình chân không phải có thể tích tối thiểu bằng hai lần tổng thể tích hút chân không của hệ thống;
b) Khi không thể áp dụng được việc dự trữ chân không hoặc dự trữ áp suất, ví dụ trong trường hợp thiết bị treo kiểu chân không có vòi phun venturi, thì mỗi kim phun phải được trang bị van một chiều riêng.
CHÚ THÍCH: Tổn thất chân không có thể xảy ra, ví dụ: do rò rỉ hoặc do mất điện.
5.8.3 Rào chắn, tay cầm dẫn hướng
5.8.3.1 Đối với tấm kính nguyên liệu, tại vị trí của người vận hành ít nhất phải có rào chắn để tránh các mảnh thủy tinh trong trường hợp các tấm kính bị vỡ. Kích thước các lỗ hở trên rào chắn này phải nhỏ hơn hoặc bằng 50 mm × 50 mm. Không yêu cầu có rào chắn đối với các tấm kính nhỏ (kích thước tối đa nhỏ hơn 2 m), với điều kiện khoảng cách từ mép cốc hút đến mép tấm kính nhỏ hơn khoảng cách của tay cầm dẫn hướng.
CHÚ THÍCH: Nhìn chung rào chắn có chiều cao tương ứng với chiều cao của tấm kính và chiều rộng là 1,5 m là đủ (hoặc tấm chắn hình chữ U tương đương).
5.8.3.2 Phải trang bị tay cầm dẫn hướng. Các tay cầm này có thể được kết hợp với các rào chắn phù hợp với 5.8.3.1.
Có thể dẫn hướng thiết bị hút chân không bằng cả hai tay, ngay cả khi người vận hành phải vận hành đồng thời với thiết bị nâng.
CHÚ THÍCH: Điều này có thể đạt được bằng cách, ví dụ: đặt một giá đỡ cho thiết bị điều khiển thiết bị nâng liền kề với một trong hai tay cầm dẫn hướng.
5.8.4 Phần liên quan đến an toàn của hệ thống điều khiển ít nhất phải được thiết kế tuân theo EN 954-1:1996, mức 1.
Tất cả các chuyển động phải được điều khiển bằng thiết bị điều khiển kiểu giữ để chạy. Các thiết bị đó phải đảm bảo ngăn được các hoạt động không có chủ ý. Tất cả các thiết bị điện phải tuân theo EN 60204-1.
5.9.1 Bất cứ bộ phận nào có khả năng gây nguy hiểm khi di chuyển phải được ghi nhãn rõ ràng (ví dụ: thanh kéo và các thanh đế) tuân theo ISO 3864-1:2002, Điều 9, Hình 17.
5.9.2 Tất cả các thiết bị phải được thiết kế để có thể tiến hành bảo dưỡng, điều chỉnh hoặc làm sạch từ mặt nền. Nếu điều này không thể, nhà sản xuất phải đề xuất các biện pháp thích hợp để tiếp cận. Nếu những biện pháp hỗ trợ đó yêu cầu phải có thiết bị cụ thể, thì nhà sản xuất phải cung cấp thiết bị này theo TCVN 7387-1:2004. Phải có hướng dẫn tương ứng trong thông tin cho sử dụng.
5.9.3 Tất cả các thiết bị di động phải được trang bị tay cầm cố định hoặc có thể tháo rời, hoặc thanh kéo nếu chúng được di chuyển bằng tay (với điều kiện là dung tích kính nhỏ hơn dung tích được nêu trong EN 1757-3:2002,5.1). Vị trí của các tay cầm và các tác động thủ công phải tuân theo các nguyên tắc ecgônômi được nêu trong EN 1757-3:2002, 5.2.2.
5.9.4 Với tất cả các cơ cấu chấp hành điều khiển bằng tay cần phải dễ dàng sử dụng cùng với các thiết bị bảo hộ cá nhân như khuyến cáo trong 7.3.10.
6 Kiểm tra xác nhận các yêu cầu an toàn và/hoặc biện pháp bảo vệ
Điều này bao gồm các phương pháp kiểm tra xác nhận sự phù hợp của máy với các yêu cầu của Điều 5 và 7. Các tiêu chí chấp nhận có trong Điều 5 và 7 hoặc có thể tìm thấy trong điều này.
Bảng 2 - Phương pháp kiểm tra xác nhận các yêu cầu an toàn và/hoặc biện pháp bảo vệ
|
Mục tham chiếu ở Điều 5 |
Yêu cầu về an toàn và/hoặc biện pháp bảo vệ |
Phương pháp kiểm tra |
||
|
Kiểm tra bằng quan sát |
Kiểm tra chức năng |
Đo đạc |
||
|
5.2 |
Độ bền cơ học |
|
X |
X (và tính toán) |
|
5.3, 5.4.3 |
Góc nghiêng, góc dây đeo |
|
|
X |
|
5.4.1 |
Giữ kính |
X |
X |
|
|
5.4.2 |
Các thanh giữ và chân đỡ |
X |
X |
X |
|
5.4.4 |
Khóa cưỡng bức các thanh đế |
X |
X |
|
|
5.5 |
Tấm đệm |
X |
|
X |
|
5.6 |
Thanh kéo |
X |
X |
X |
|
5.7.5 |
Nhãn, vị trí của chân đỡ |
X |
X |
|
|
5.7.6, 5.7.7 |
Cấu hình bánh xe |
X |
|
X |
|
5.7.7 |
Che chắn bánh xe |
X |
|
X |
|
5.8 |
Thiết bị nâng chân không |
X |
X |
X |
|
5.8.3, 5.9.3 |
Rào chắn, tay cầm (dẫn hướng) |
X |
X |
X |
|
5.8.4 |
Hệ thống điều khiển |
|
X |
|
|
5.8.4 |
Thiết bị điện |
|
X |
X |
|
5.9.1 |
Ghi nhãn |
X |
|
|
|
5.9.2 |
Bảo dưỡng |
X |
X |
|
|
5.9.4 |
Cơ cấu chấp hành |
X |
X |
|
|
5.4.2.2, 5.4.3.2, 5.4.42 |
Phương tiện neo buộc chống rơi kính |
X |
|
X |
Thông tin sử dụng phải được xây dựng tuân theo TCVN 7383-2:2004 (ISO 12100-2:2003), Điều 6.
7.2 Tín hiệu và thiết bị cảnh báo
Nhìn chung không có tín hiệu và thiết bị cảnh báo cụ thể nào được yêu cầu cho thiết bị thuộc phạm vi áp dụng của tiêu chuẩn này.
Văn bản hướng dẫn (sổ tay hướng dẫn) phải được soạn thảo theo TCVN 7383-2:2004 (ISO 12100- 2:2003), 6.5. Cụ thể, thông tin được yêu cầu cho:
7.3.1 Vận chuyển, bảo quản và lắp đặt thiết bị tại cơ sở của người sử dụng. Phải bao gồm kích thước, khối lượng và cách treo buộc.
7.3.2 Các yêu cầu về mặt nền.
7.3.3 Các giới hạn trong việc sử dụng các thiết bị lưu giữ, vận chuyển, xếp dỡ và việc sử dụng sai mục đích có thể lường trước được.
CHÚ THÍCH: Đối với các bộ phận đi kèm thiết bị nâng, xem thêm EN 13155:2003, Điều 7.
7.3.4 Giới hạn về tốc độ và bán kính quay vòng nhỏ nhất của thiết bị di động.
7.3.5 Kỹ thuật sử dụng thiết bị xếp dỡ.
7.3.6 Khoảng hở cho thiết bị tiếp cận (xem Phụ lục C).
7.3.7 Sử dụng đúng các thiết bị phụ trợ, ví dụ thiết bị giữ khoảng cách, thiết bị neo buộc kính.
7.3.8 Khuyến nghị về việc bảo vệ kính trong nhà máy.
7.3.9 Duy trì góc nghiêng trong quá trình chất tải của thiết bị lưu giữ.
7.3.10 Khuyến nghị việc sử dụng bảo hộ cá nhân.
7.3.11 Bảo dưỡng thiết bị, xem 5.9.2.
7.3.12 Khuyến nghị người sử dụng kiểm tra định kỳ kết cấu.
CHÚ THÍCH: Các quy định cho người sử dụng của các quốc gia có thể yêu cầu kiểm tra thường xuyên và/hoặc cụ thể hơn.
7.3.13 Sổ tay hướng dẫn và tài liệu kỹ thuật mô tả thiết bị phải công bố các thông tin về tiếng ồn sau:
- Mức áp suất âm trọng số A tại các vị trí làm việc khi mức này vượt quá 70 dB(A) tuân theo TCVN 12965 hoặc TCVN 12966. Nếu mức này không vượt quá 70 dB(A), vẫn phải công bố mức thực tế đó. Độ không tin cậy của phép đo phải được nêu rõ cho bất cứ giá trị phát thải tiếng ồn nào được công bố.
- Các điều kiện hoạt động đặc trưng cho việc sử dụng bình thường của thiết bị trong quá trình đo phát thải tiếng ồn.
- (Các) vị trí làm việc, nơi các (mức) áp suất âm phát ra được xác định.
CHÚ THÍCH 1: Giả định rằng, đối với thiết bị trong phạm vi áp dụng của tiêu chuẩn này, mức áp suất âm trọng số A phát ra tại các vị trí làm việc không vượt quá 80 dB(A) và giá trị áp suất âm tức thời trọng số C có đỉnh không vượt quá 63 Pa.
CHÚ THÍCH 2: Thông tin về phát thải tiếng ồn phải được cung cấp trong tài liệu bán hàng.
7.3.14 Các thông số kỹ thuật của các phụ tùng thay thế được sử dụng khi chúng có ảnh hưởng đến sức khỏe và sự an toàn của người vận hành.
7.3.15 Khuyến nghị về tính toán chiều rộng nhỏ nhất của gối đỡ (giá đỡ) tùy thuộc vào độ dày của kính.
5.3.16 Đối với các thiết bị nâng, hệ số thử tải tĩnh đã áp dụng.
Thiết bị phải được ghi nhãn rõ ràng và bền vững với các thông tin sau:
7.4.1 Ghi nhãn tối thiểu phải bao gồm:
- Tên và địa chỉ đầy đủ của nhà sản xuất và đại diện được ủy quyền của họ, nếu có;
- Tên hoặc ký hiệu của máy;
- Ghi nhãn bắt buộc;
- Năm chế tạo, là năm hoàn thành quá trình sản xuất/gia công;
- Ký hiệu số sê ri hoặc kiểu, nếu có;
- Số sê ri hoặc số nhận dạng, nếu có;
- Thông tin sử dụng, công suất (xem 7.4.2).
7.4.2 Thông tin sử dụng là cần thiết cho:
a) Thiết bị lưu giữ:
- Tải trọng lớn nhất cho phép tính bằng kilogam (kg) hoặc kilogam trên mét vuông (kg/m2);
- Khối lượng lớn nhất của thiết bị nếu nó có thể di chuyển được;
- Kích thước tối đa của kính trên thiết bị lưu giữ;
- Xem thêm 5.7.4.
b) Thiết bị xếp dỡ:
- Tải trọng lớn nhất cho phép tính bằng kilogam (kg);
- Khối lượng lớn nhất của thiết bị;
- Kích thước tối đa và tối thiểu của kính;
c) Hệ thống vận chuyển:
- Tải trọng lớn nhất cho phép tính bằng kilogam (kg);
- Trọng lượng của hệ thống ở trạng thái không tải khi vượt quá 5 % giới hạn tải làm việc của thiết bị hoặc 50 kg, tùy theo giá trị nào nhỏ hơn. - Kích thước tối đa và tối thiểu của kính;
Tổng quan về thiết bị lưu giữ, xếp dỡ và vận chuyển kính
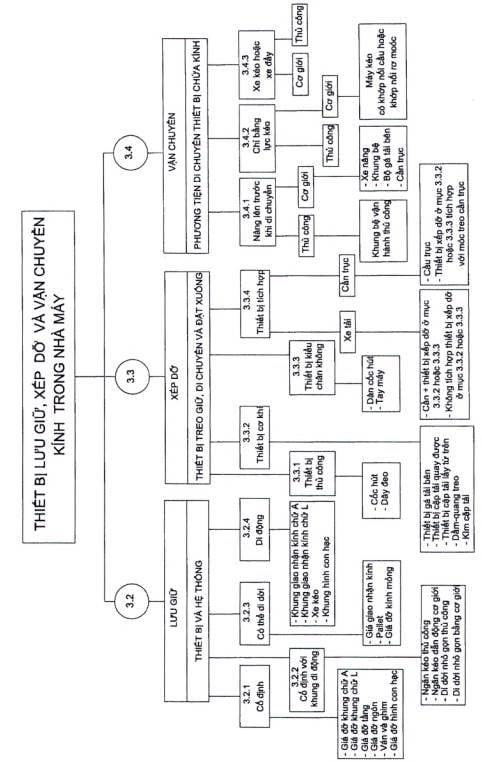
Hình A - Tổng quan về thiết bị lưu giữ và vận chuyển kính
B.1 Liên quan đến kính
B.1.1
Chiều cao tấm kính “H” (glass height “H")
Kích thước đo theo phương đứng.
B.1.2
Chiều dài tấm kính “L” (glass length “L”)
Kích thước đo theo phương ngang.
B.1.3
Sản phẩm (product)
Được định nghĩa là một loại, kích thước và độ dày, ví dụ: kính nổi 800 mm × 1 000 mm × 3 mm.
B.1.4
Mảnh kính (cullet)
Tên của kính vỡ.
B.1.5
Kính phẳng (flat glass)
Điều này được định nghĩa như sau:
B.1.5.1
Kính nguyên liệu (raw glass)
Tấm kính chưa qua công đoạn gia công được sản xuất ra ở dạng kính phẳng hoặc kính được sản xuất theo công nghệ kính nổi, kính dẻo hoặc kính cán vân hoa. Các tấm kính được sản xuất theo cách này không có độ cong trong mặt phẳng của nó và có dạng hình chữ nhật.
B.1.5.2
Kính đã được gia công (processed)
Tấm kính sau khi được thay đổi theo bất kỳ một cách nào đó như tôi nhiệt, dán nhiều lớp,v.v.. Tấm kính có thể là phẳng hoặc cong và có dạng hình chữ nhật hoặc một hình nào đó.
B.1.6
Độ dày (substance)
Chiều dày của một tấm kính tính bằng milimet (mm)
B.1.7
Vết nứt (vent)
Tên để chỉ một vết rạn trên tấm kính.
B.2 Liên quan đến thiết bị lưu giữ kính
B.2.1 Tư thế của kính trong bất kỳ loại thiết bị nào
B.2.1.1 Nằm ngang (landscape)
Khi nhìn bề mặt tấm kính, kích thước ngang lớn hơn kích thước dọc.
B.2.1.2 Nằm dọc (portrait)
Khi nhìn bề mặt tấm kính, kích thước ngang nhỏ hơn kích thước dọc.

B.2.1.3
(Các) Chồng kính (tier(s))
Khi nhìn vào các kiện kính, chúng được xếp chồng lên nhau.
B.2.1.4
(Các) dãy kính (cess(es))
Khi nhìn vào các kiện kính, chúng được đặt cạnh nhau.
B.2.1.5
Hàng kính (row of glass)
Một tập hợp các kiện của một sản phim (thường) được đặt thẳng hàng, thường (nằm vuông góc) với mặt phẳng của giá đỡ, mỗi kiện được ngăn cách bằng một tấm đệm (xem Hình B.1).
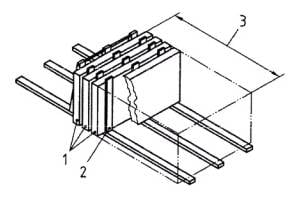
CHÚ DẪN:
1 Kiện kính
2 Tấm đệm
3 Hàng kính
Hình B.1 - Ví dụ về các kiện kính trong hàng kính

CHÚ DẪN:
1 Góc nghiêng
2 Các thanh đỡ sau
3 Các thanh đế (phẳng hoặc nghiêng)
Hình B.2 - Mô tả về thanh đỡ sau, thanh đế và tâm đệm của giá đỡ chữ A
B.2.2 Các loại thiết bị
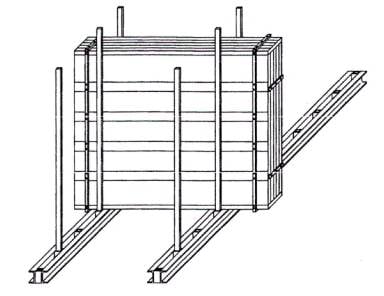
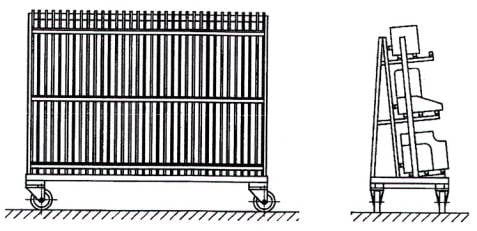
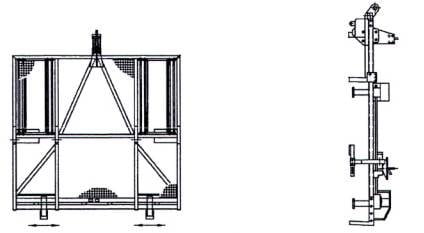
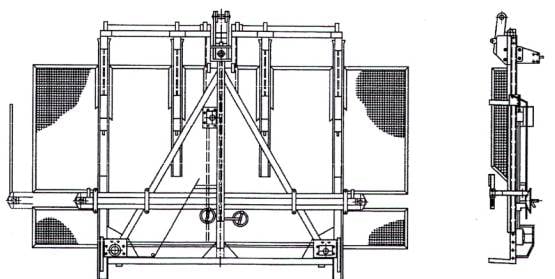
B.2.2.1 Thiết bị lưu giữ cố định
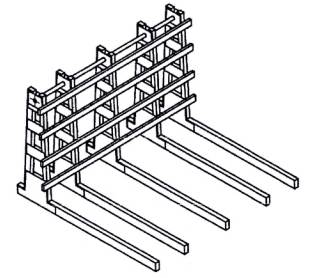
Hình B.3 - Một ví dụ về thiết bị lưu giữ cố định
Hình B.4 - Một ví dụ về thiết bị lưu giữ cố định
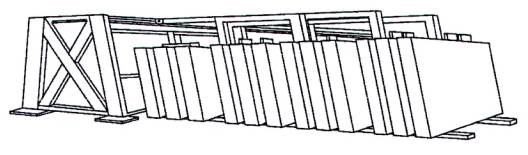
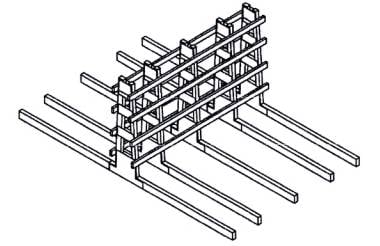
Hình B.5 - Một ví dụ về thiết bị lưu giữ cố định
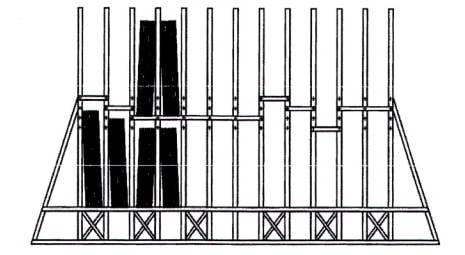
Hình B.6 - Giá đỡ kiểu khung hình chữ A hai mặt liên tục
Hình B.7 - Một ví dụ về thiết bị lưu giữ cố định
B.2.2.2 Thiết bị lưu giữ cố định với khung di động
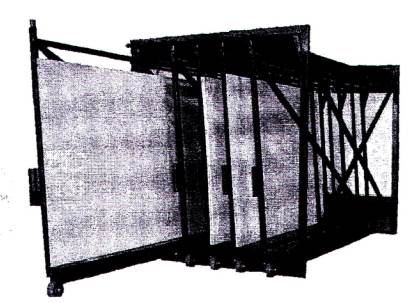
Hình B.8 - Thiết bị lưu giữ kiểu ngăn kéo
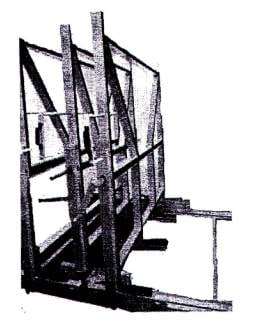
Hình B.9 - Một ví dụ về thiết bị lưu giữ nhỏ gọn có thể di dời
Hình B.10 - Một ví dụ về thiết bị lưu giữ nhỏ gọn có thể di dời
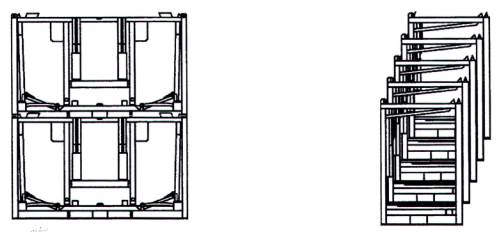
B.2.2.3 Thiết bị lưu giữ có thể di dời
B.2.2.3.1 Palét
Hình B.11 - Hình ảnh palét
|
a) |
b) |
Hình B.12 - Một ví dụ về palét
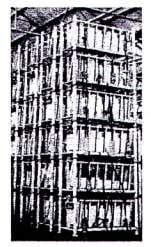
Hình B.13 - Một ví dụ về các palét ở trạng thái xếp chồng lên nhau
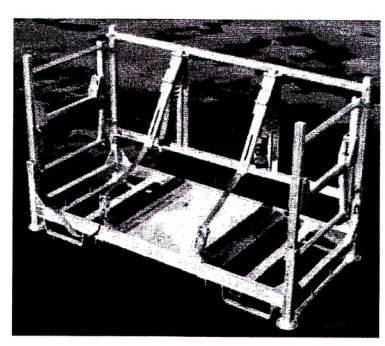
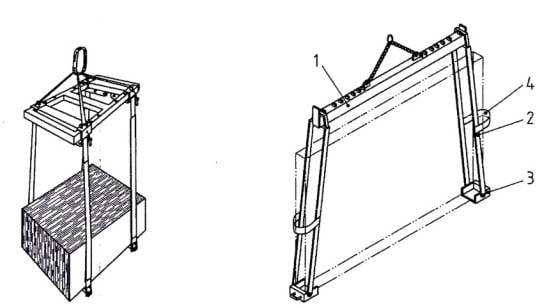
B.2.2.3.2 Giá đỡ
Hình B.14 - Giá đỡ kiểu chữ A
|
a) |
b) |
Hình B.15 - Một ví dụ về giá đỡ kiểu chữ A
Hình B.16 - Một ví dụ về giá đỡ
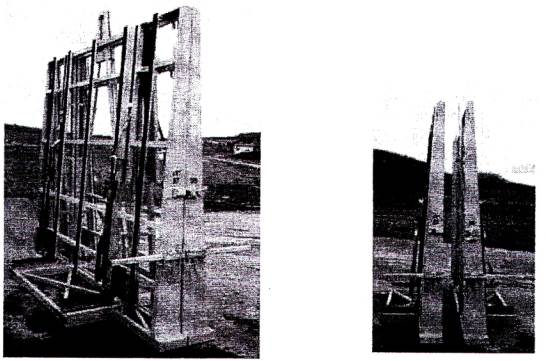
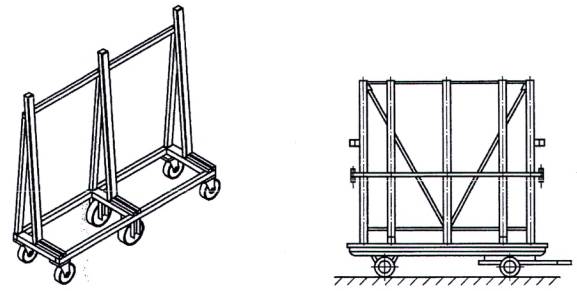
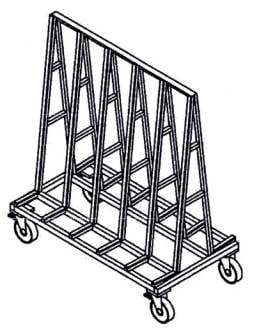
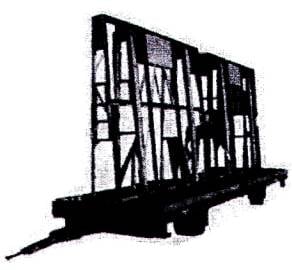
B.2.2.4 Thiết bị lưu giữ di động
|
Hình B.17 - Một ví dụ về thiết bị lưu giữ di động |
Hình B.18 - Một ví dụ về thiết bị lưu giữ di động |
Hình B.19 - Một ví dụ về thiết bị lưu giữ di động
|
a) |
b) |
Hình B.20 - Ví dụ về thiết bị lưu giữ di động
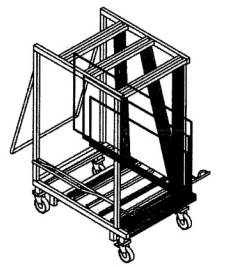
Hình B.21 - Một ví dụ về thiết bị lưu giữ di động
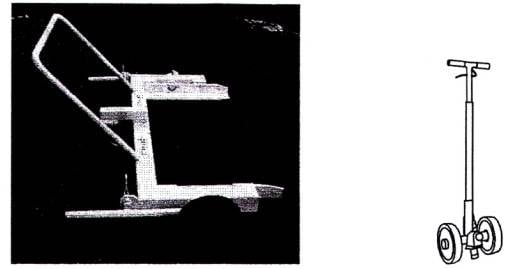
B.2.3 Thiết bị xếp dỡ
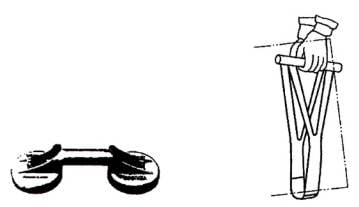
B.2.3.1 Thiết bị xếp dỡ thủ công
|
Hình B.22 - Cốc hút |
Hình B.23 - Dây đeo |
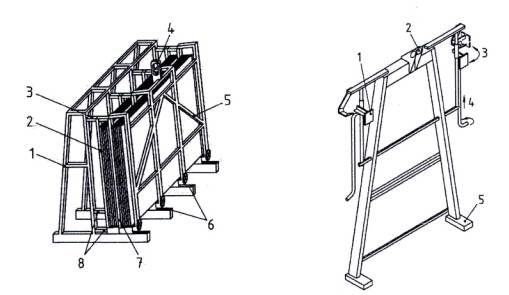
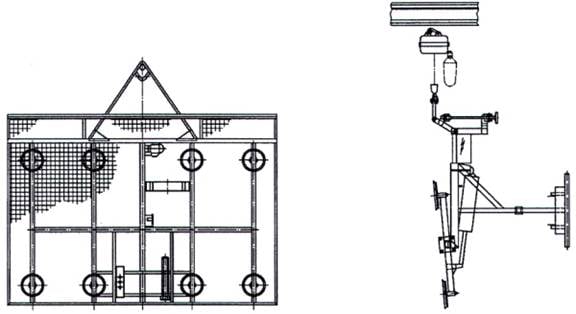
B.2.3.2 Thiết bị xếp dã kiểu cơ khí
|
CHÚ DẪN: 1 Giá đỡ 2 Khung đỡ kính mỏng 3 Miếng đệm trên/dầm ngang 4 Tai móc cầu 5 Khung đỡ 6 Gối đỡ đàn hồi 7 Khung đỡ kính mỏng 8 Miếng đệm dưới/dầm ngang |
CHÚ DẪN: 1 Thanh giữ trên 2 Móc nâng 3 Vị trí giữ 4 Nâng và xoay về vị trí không sử dụng 5 Chân đỡ |
|
Hình B.24- Khung đỡ kính mỏng |
Hình B.25 - Bộ gá tài bên với thanh giữ có thể quay được |
|
a) |
b) |
Hình B.26 - Ví dụ về bộ gá tải bên
|
a) |
b) |
Hình B.27 - Ví dụ về bộ gá tải bên
|
Hình B.28 - Quang treo |
CHÚ DẪN: 1 Dầm nâng 2 Quang treo 3 Chân đỡ 4 Thiết bị giữ kính Hình B.29 - Dầm nâng |
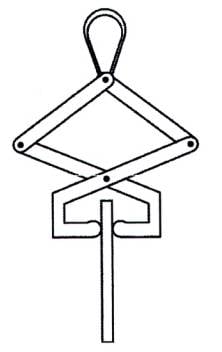
Hình B.30 - Thiết bị cặp
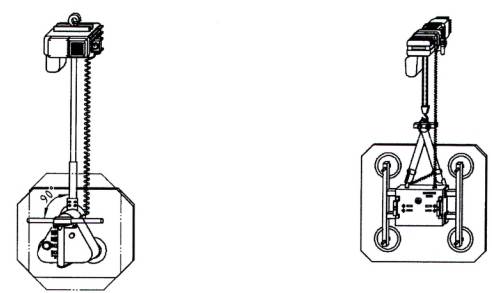
B.2.3.3 Thiết bị treo kiểu chân không
|
Hình B.31 - Một ví dụ về thiết bị treo kiểu chân không |
Hình 32 - Một ví dụ về thiết bị treo kiểu chân không |
|
Hình B.33 - Một ví dụ về thiết bị treo kiểu chân không |
Hình B.34 - Một ví dụ về thiết bị treo kiểu chân không |
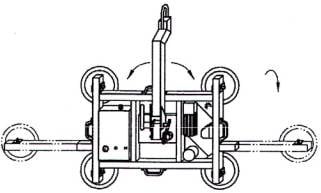
Hình B.35 - Một ví dụ về thiết bị treo kiểu chân không
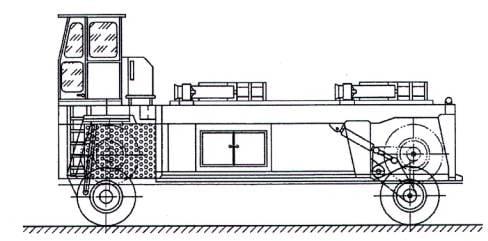
B.2.4 Thiết bị vận chuyển
B.2.4.1 Thiết bị di chuyển bằng lực kéo
Hình B.36 - Xe chở kính chuyên dùng tự hành
Hình B.37 - Thiết bị chờ kính kéo theo
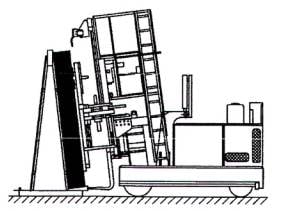
B.2.4.2 Thiết bị vận chuyển bằng cách nâng tải lên trước khi di chuyển
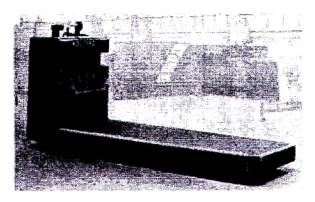
Hình B.38 - Một ví dụ về thiết bị vận chuyển nâng tải lên trước khi di chuyển
Hình B.39 - Xe tải vận chuyển kính
|
Hình B.40 - Một ví dụ về thiết bị vận chuyển nâng tải lên trước khi di chuyển |
Hình B.40 - Một ví dụ về thiết bị vận chuyển nâng tải lên trước khi di chuyển |

Hình B.42 - Giá đỡ chữ A có thể di dời
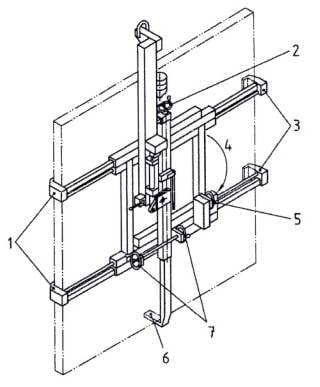
CHÚ DẪN:
1 Chân đỡ trên
2 Tay quay điều chỉnh thanh giữ bên
3 Chân đỡ dưới
4 Hướng xoay từ đứng sang ngang
5 Tay quay điều chỉnh chân đỡ dưới
6 Thanh giữ bên
7 Tay quay điều chỉnh chân đỡ trên (điều khiển kép)
Hình B.43 - Hệ thống chân đỡ của dầm-quang treo
Khoảng hở nhỏ nhất cho thiết bị tiếp cận
C.1 Các thanh đỡ đứng và bộ gá tải bên
Phải có tối thiểu 40 mm khoảng hở theo phương ngang giữa mỗi bên của thiết bị xếp dỡ và bất kỳ bộ phận nào của các thiết bị tiếp cận với nó.
Kích thước tính bằng milimét (mm)
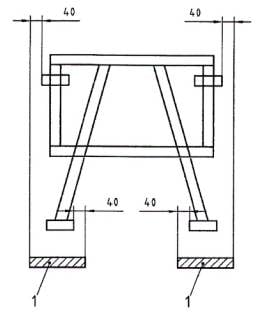
CHÚ DẪN:
40 mm là khe hở tối thiểu
1 Không có bộ phận nào nằm trong khu vực này
Hình C.1 - Khoảng hở tối thiểu theo phương ngang
C.2 Các thanh đế ngang và bộ gá tải bên
Chiều cao cơ sở phải có khoảng hở sau:

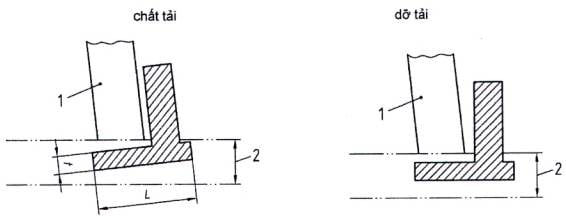
CHÚ DẪN:
1 Kính
2 Khoảng hở
|
Hình C.2.1 - Chiều cao cơ sở khi chất tải |
Hình C.2.2 - Chiều cao cơ sở khi dỡ tải |
C.3 Các thanh đỡ sau nằm ngang và bộ gá tải bên
Thiết bị có các thanh đỡ sau nằm ngang phải có:
1) Thanh đỡ sau dưới cùng phải cao hơn mặt nền ít nhất 75 mm.
Kích thước tính bằng milimét (mm)
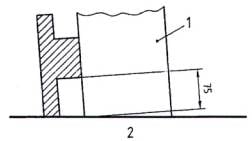
CHÚ DẪN:
1 Kính
2 Mặt trên thanh đế
Hình C.3.1 - Khoảng hở tối thiểu của thanh đỡ sau nằm ngang so với mặt nền
CHÚ THÍCH 1: Nguy cơ chất tải không đúng sẽ tăng lên khi khoảng hở giữa thanh đỡ dưới cùng và thanh đế tăng lên.
CHÚ THÍCH 2: Cần có khoảng hở tối thiểu này để tránh khả năng va chạm với chân đỡ.
2) Một chỗ lõm ở các thanh đỡ ngang để loại bỏ sự giao cắt, hoặc
3) Đủ khoảng cách để cho phép các thanh giữ nhô lên khỏi kính. Khoảng trống cần thiết tùy thuộc vào loại thanh giữ được sử dụng.
a) Thiết bị với các thanh giữ quay được
Nếu các thanh giữ có thể xoay 90 0 sau khi nhấc ra khỏi kính thì khoảng hở ít nhất phải là 25 mm.
Kích thước tính bằng milimét (mm)
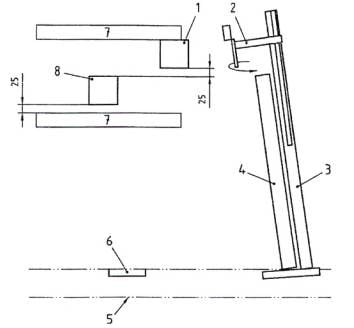
CHÚ DẪN:
1 Vị trí nâng lên
2 Thanh giữ
3 Bộ gá tải
4 Kính
5 Nền
6 Chân vừa chạm vào kinh đang tỳ trên các thanh đế
7 Thanh đỡ sau nằm ngang
8 Vị trí hạ xuống.
Hình C.3.2 - Khoảng hở tối thiểu của các thanh giữ quay được
CHÚ THÍCH: Các thanh giữ được quay đến vị trí dừng trước khi bộ gá tải bên hạ xuống
b) Thiết bị với các thanh giữ không quay được
Nếu các thanh giữ không thể quay 90° sau khi nhấc ra khỏi kính thì khoảng hở ít nhất phải là 75 mm
Kích thước tính bằng milimét (mm)
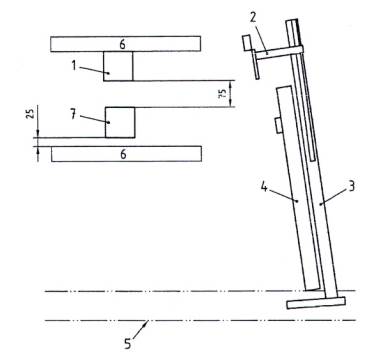
CHÚ DẪN:
1 Vị trí nâng lên
2 Thanh giữ
3 Bộ gá tải bên
4 Kính
5 Nền
6 Thanh đỡ sau nằm ngang
7 Vị trí hạ xuống.
Hình C.3.3 - Khoảng hở tối thiểu của các thanh giữ không quay được
CHÚ THÍCH: Điều này cho phép các thanh giữ và chân đỡ tiếp cận khi định vị bộ gá tải bên vào một gói kính.
C.4 Tiếp cận của kết cấu (không phải kết cấu đỡ) của thiết bị và các thanh giữ của thiết bị xếp dỡ
Phải có khoảng hở ít nhất 10 mm ở mỗi phía của các bộ phận của thiết bị xếp dỡ (các thanh giữ) và bất kỳ kết cấu nào tiếp cận với thiết bị.
Kích thước tính bằng milimét (mm)
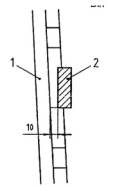
CHÚ DẪN:
1 Bộ phận kết cấu (không phải kết cấu đỡ)
2 Bộ phận của thiết bị xếp dỡ
Hình C.4 - Khoảng hở tối thiểu giữa bộ phận kết cấu và thiết bị xếp dỡ
C.5 Dằm-quang treo và bộ gá tải trên
Phải có khoảng hở ít nhất 40 mm giữa mỗi phía của thiết bị xếp dỡ khi mang tải là kính và bất kỳ bộ phận thẳng đứng nào của bất cứ thiết bị nào tiếp cận với nó.
Kích thước tính bằng milimét (mm)
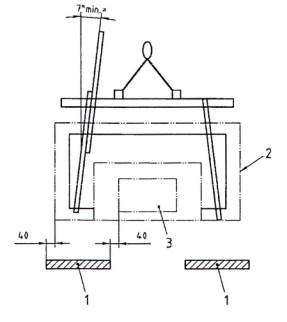
CHÚ DẪN:
1 Không có bộ phận thẳng đứng nào nằm trong khu vực này
2 Kích thước lớn nhất của kính
3 Kích thước nhỏ nhất của kính
a Góc nhỏ nhất là 7 ° (xem 5.4.3.1)
Hình C.5.1 - Khoảng hở tối thiểu giữa kính với các thiết bị tiếp cận
Chiều cao cơ sở của thiết bị tiếp cận phải có các khoảng cách sau:
a) Dầm-quang treo
Khoảng hở = chiều dày chân đỡ 't' + 40 mm
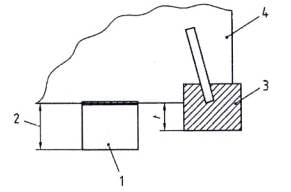
CHÚ DẪN:
1 Thanh đế
2 Khoảng hở
3 Chân đỡ
4 Kính
Hình C.5.2 - Khoảng hở cho thiết bị tiếp cận đối với dầm-quang treo
b) Bộ gá tải trên
Khoảng hở = chiều dày chân đỡ ‘t’ + L + 40 mm
Trong đó: L Phần nhô ra của chân cặp bên dưới chân đỡ có thể tháo rời.
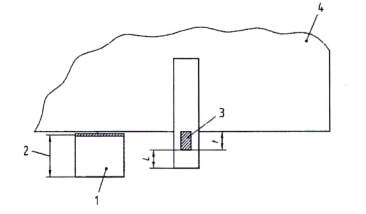
CHÚ DẪN:
1 Thanh đế
2 Khoảng hở
3 Chân đỡ có thể tháo rời
4 Kính
Hình C.5.3 - Khoảng hở cho thiết bị tiếp cận đối với bộ gá tải bên
CHÚ THÍCH: Các dãy treo trên các thiết bị như dầm-quang treo và bộ gá tải trên không thể tiếp xúc với thiết bị có các thanh đỡ sau nằm ngang trừ khi có các khoảng lõm vào để loại bỏ sự giao cắt.
Thư mục tài liệu tham khảo
[1] EN 842:1996, Safety of machinery - Visual danger signals - General requirements, design and testing (An toàn máy - Các tín hiệu nguy hiểm trực quan - Yêu cầu chung, thiết kế và thử nghiệm).
[2] TCVN 14223-2:2024 (EN 13035-2), Máy và thiết bị sản xuất, xử lý và gia công kính phẳng - Yêu cầu an toàn - Phần 2: Thiết bị lưu giữ, xếp dỡ và vận chuyển ngoài nhà máy.
[3] TCVN 14223-3:2004 (EN 13035-3), Máy và thiết bị sản xuất, xử lý và gia công kính phẳng - Yêu cầu an toàn - Phần 3: Máy cắt kính.
[4] TCVN 14223-4:2024 (EN 13025-4), Máy và thiết bị sản xuất, xử lý và gia công kính phẳng - Yêu cầu an toàn - Phần 4: Bàn lật kính.
[5] EN 13035-5, Machines and plants for the manufacture, treatment and processing of flat glass - Safety requirements - Part 5: Machines and installations for stacking and destacking (Máy và thiết bị sản xuất, xử lý và gia công kính phẳng - Yêu cầu an toàn - Phần 5: Máy và thiết bị cho công tác xếp và dỡ chồng kính).
[6] EN 13035-6, Machines and plants for the manufacture, treatment and processing of flat glass - Safety requirements - Part 6: Machines for break-out (Máy và thiết bị sản xuất, xử lý và gia công kính phẳng - Yêu cầu an toàn - Phần 6: Máy phá vỡ kính).
[7] EN 13035-7, Machines and plants for the manufacture, treatment and processing of flat glass - Safety requirements - Part 7; Cutting machines for laminated glass (Máy và thiết bị sản xuất, xử lý và gia công kính phẳng - Yêu cầu an toàn - Phần 7: Máy cắt kính dán).
[8] EN 13035-9, Machines and plants for the manufacture, treatment and processing of flat glass - Safety requirements - Part 9: Washing installations (Máy và thiết bị sản xuất, xử lý và gia công kính phẳng - Yêu cầu an toàn - Phần 9: Thiết bị làm sạch kính).
[9] EN 13035-11, Machines and plants for the manufacture, treatment and processing of flat glass - Safety requirements - Part 11: Drilling machines (Máy và thiết bị sản xuất, xử lý và gia công kính phẳng - Yêu cầu an toàn - Phần 11: Máy khoan kính).
- Số CNĐKKD: 3702404496 cấp ngày 13/10/2015
Nơi cấp: Sở KH-ĐT tỉnh Bình Dương - Địa chỉ: 502 Đỗ Xuân Hợp, P. Phước Bình
TP. Thủ Đức, TP. Hồ Chí Minh
- Điều khoản & Quy chế hoạt động
- Chính sách bảo mật
- Hướng dẫn sử dụng
- Người đại diện: Nguyễn Thị Mỹ
- Số điện thoại: 0917267397
- Email: cskh@atld.vn